



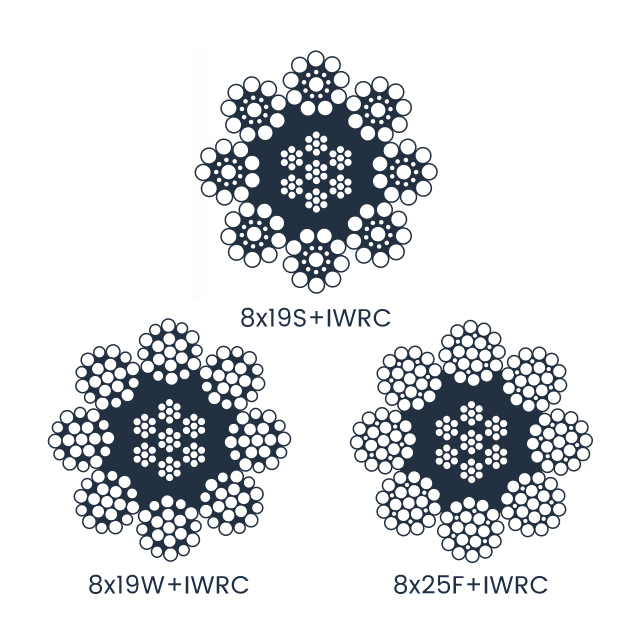

The 8×19S/W/25F+IWRC Elevator Rope represents a heavy-duty solution for high-performance vertical transportation systems, combining an 8×19S/W strand configuration with an Independent Wire Rope Core (IWRC) to deliver exceptional strength and durability.
| Quantity: | |
|---|---|











| Specification:DIN/EN/ISO/JISG/BS/GB/T 8x19S+IWRC,8x19W+IWRC,8x25F+IWRC |
||||||
| Nominal Diameter (mm) |
Approx Weight(kg/100m) | Nominal Tensile Strength(MPa) | ||||
| 1370/1770 | 1570/1770 | 1570 | 1770 | 1960 | ||
| Minimum Breaking Strength(kn) | ||||||
| 6 | 14.7 | 一 | 21.4 | 20.1 | 22.7 | 25.1 |
| 8 | 26 | 35.8 | 38 | 35.8 | 40.3 | 44.7 |
| 9 | 33 | 45.3 | 48.2 | 45.3 | 51 | 56.5 |
| 9.5 | 36.7 | 50.4 | 53.7 | 50.4 | 56.9 | 63 |
| 10 | 40.7 | 55.9 | 59.5 | 55.9 | 63 | 69.8 |
| 11 | 49.2 | 67.6 | 71.9 | 67.6 | 76.2 | 84.4 |
| 12 | 58.6 | 80.5 | 85.6 | 80.5 | 90.7 | 100 |
| 12.7 | 65.6 | 90.1 | 95.9 | 90.1 | 102 | 113 |
| 13 | 68.8 | 94.5 | 100 | 94.5 | 106 | 118 |
| 14 | 79.8 | 110 | 117 | 110 | 124 | 137 |
| 15 | 91.6 | 126 | 134 | 126 | 142 | 157 |
| 16 | 104 | 143 | 152 | 143 | 161 | 179 |
| 18 | 132 | 181 | 193 | 181 | 204 | 226 |
| 19 | 147 | 202 | 215 | 202 | 227 | 252 |
| 20 | 163 | 224 | 238 | 224 | 252 | 279 |
| 22 | 197 | 271 | 288 | 271 | 305 | 338 |
Unlike fiber-core alternatives, this rope features a steel core constructed from a separate 7×7 wire rope, providing superior support to the outer strands under heavy loads and extreme conditions. This design excels in environments where resistance to crushing, heat, and prolonged heavy usage is required, making it a preferred choice for high-traffic elevators in commercial buildings, hospitals, and industrial facilities. The IWRC construction contributes significantly to the rope's overall breaking strength while maintaining critical flexibility for elevator operations.
The IWRC (Independent Wire Rope Core) distinguishes this elevator rope from fiber-core variants, offering higher resistance to crushing and deformation under heavy loads. This steel core maintains strand position even during sudden load changes, such as full-elevator stops, reducing the risk of strand displacement and premature failure.
Manufactured with high-tensile steel wires featuring tensile strengths from 1770 MPa to 2160 MPa, this rope delivers exceptional load-bearing capacity. The combination of 8 outer strands and steel core results in minimum breaking loads that exceed fiber-core ropes by 15-20% for equivalent diameters. A 16mm diameter rope typically achieves a breaking load of 266 kN at 1960 MPa tensile strength.
The all-steel construction provides superior heat resistance compared to fiber-core ropes, making it suitable for elevators in high-rise buildings where long travel distances generate increased friction heat. The IWRC design also enhances resistance to abrasion, extending service life in elevators with high daily usage cycles.
The 8-strand configuration with Seale/Warrington pattern ensures balanced torque distribution during elevator operation, minimizing vibration and noise. This stability contributes to smoother rides and reduces wear on elevator components such as sheaves and braking systems, lowering maintenance costs over the rope's lifespan.
This robust elevator rope is engineered for demanding vertical transportation scenarios:
• High-rise commercial elevators with frequent daily usage (1000+ cycles)
• Freight elevators handling heavy loads up to 5000 kg
• Hospital elevators requiring reliable performance for emergency transport
• Industrial elevators operating in harsh environments with dust or temperature fluctuations
• High-speed elevators exceeding 3 m/s travel velocity
IWRC provides superior crush resistance and higher overall strength compared to fiber cores, making it better suited for heavy loads and high-cycle operations. Fiber cores offer greater elasticity but are more susceptible to heat damage and crushing under extreme loads.
In commercial elevators with 1500+ daily cycles, the 8×19S/W/25F+IWRC rope typically delivers 5-8 years of service with proper maintenance. This represents a 30% longer lifespan compared to fiber-core ropes under identical conditions.
Yes, IWRC ropes require specialized high-pressure lubricants that can penetrate the steel core. Lubrication should be performed every 6 months using greases specifically formulated for steel-core elevator ropes, applied using pressure injection systems.
Yes, provided the sheave diameters and load capacities are compatible. The steel core typically requires slightly larger sheave diameters (minimum 40× rope diameter) compared to fiber-core ropes to prevent excessive bending stress.
These ropes are manufactured to comply with international standards including EN 81-20, ISO 4344, and ASTM A1023, ensuring they meet safety requirements for elevator components worldwide.
| Specification:DIN/EN/ISO/JISG/BS/GB/T 8x19S+IWRC,8x19W+IWRC,8x25F+IWRC |
||||||
| Nominal Diameter (mm) |
Approx Weight(kg/100m) | Nominal Tensile Strength(MPa) | ||||
| 1370/1770 | 1570/1770 | 1570 | 1770 | 1960 | ||
| Minimum Breaking Strength(kn) | ||||||
| 6 | 14.7 | 一 | 21.4 | 20.1 | 22.7 | 25.1 |
| 8 | 26 | 35.8 | 38 | 35.8 | 40.3 | 44.7 |
| 9 | 33 | 45.3 | 48.2 | 45.3 | 51 | 56.5 |
| 9.5 | 36.7 | 50.4 | 53.7 | 50.4 | 56.9 | 63 |
| 10 | 40.7 | 55.9 | 59.5 | 55.9 | 63 | 69.8 |
| 11 | 49.2 | 67.6 | 71.9 | 67.6 | 76.2 | 84.4 |
| 12 | 58.6 | 80.5 | 85.6 | 80.5 | 90.7 | 100 |
| 12.7 | 65.6 | 90.1 | 95.9 | 90.1 | 102 | 113 |
| 13 | 68.8 | 94.5 | 100 | 94.5 | 106 | 118 |
| 14 | 79.8 | 110 | 117 | 110 | 124 | 137 |
| 15 | 91.6 | 126 | 134 | 126 | 142 | 157 |
| 16 | 104 | 143 | 152 | 143 | 161 | 179 |
| 18 | 132 | 181 | 193 | 181 | 204 | 226 |
| 19 | 147 | 202 | 215 | 202 | 227 | 252 |
| 20 | 163 | 224 | 238 | 224 | 252 | 279 |
| 22 | 197 | 271 | 288 | 271 | 305 | 338 |
Unlike fiber-core alternatives, this rope features a steel core constructed from a separate 7×7 wire rope, providing superior support to the outer strands under heavy loads and extreme conditions. This design excels in environments where resistance to crushing, heat, and prolonged heavy usage is required, making it a preferred choice for high-traffic elevators in commercial buildings, hospitals, and industrial facilities. The IWRC construction contributes significantly to the rope's overall breaking strength while maintaining critical flexibility for elevator operations.
The IWRC (Independent Wire Rope Core) distinguishes this elevator rope from fiber-core variants, offering higher resistance to crushing and deformation under heavy loads. This steel core maintains strand position even during sudden load changes, such as full-elevator stops, reducing the risk of strand displacement and premature failure.
Manufactured with high-tensile steel wires featuring tensile strengths from 1770 MPa to 2160 MPa, this rope delivers exceptional load-bearing capacity. The combination of 8 outer strands and steel core results in minimum breaking loads that exceed fiber-core ropes by 15-20% for equivalent diameters. A 16mm diameter rope typically achieves a breaking load of 266 kN at 1960 MPa tensile strength.
The all-steel construction provides superior heat resistance compared to fiber-core ropes, making it suitable for elevators in high-rise buildings where long travel distances generate increased friction heat. The IWRC design also enhances resistance to abrasion, extending service life in elevators with high daily usage cycles.
The 8-strand configuration with Seale/Warrington pattern ensures balanced torque distribution during elevator operation, minimizing vibration and noise. This stability contributes to smoother rides and reduces wear on elevator components such as sheaves and braking systems, lowering maintenance costs over the rope's lifespan.
This robust elevator rope is engineered for demanding vertical transportation scenarios:
• High-rise commercial elevators with frequent daily usage (1000+ cycles)
• Freight elevators handling heavy loads up to 5000 kg
• Hospital elevators requiring reliable performance for emergency transport
• Industrial elevators operating in harsh environments with dust or temperature fluctuations
• High-speed elevators exceeding 3 m/s travel velocity
IWRC provides superior crush resistance and higher overall strength compared to fiber cores, making it better suited for heavy loads and high-cycle operations. Fiber cores offer greater elasticity but are more susceptible to heat damage and crushing under extreme loads.
In commercial elevators with 1500+ daily cycles, the 8×19S/W/25F+IWRC rope typically delivers 5-8 years of service with proper maintenance. This represents a 30% longer lifespan compared to fiber-core ropes under identical conditions.
Yes, IWRC ropes require specialized high-pressure lubricants that can penetrate the steel core. Lubrication should be performed every 6 months using greases specifically formulated for steel-core elevator ropes, applied using pressure injection systems.
Yes, provided the sheave diameters and load capacities are compatible. The steel core typically requires slightly larger sheave diameters (minimum 40× rope diameter) compared to fiber-core ropes to prevent excessive bending stress.
These ropes are manufactured to comply with international standards including EN 81-20, ISO 4344, and ASTM A1023, ensuring they meet safety requirements for elevator components worldwide.



