Introduction
Have you ever wondered why two elevators can look similar, yet perform very differently over time? In many cases, the difference starts with the elevator steel wire rope. Its specifications shape safety, ride comfort, traction, and long-term reliability. For many buyers and maintenance teams, rope data can seem too technical at first. Still, it matters in daily operation. A small change in diameter, construction, or core type can affect how an elevator runs and how long it lasts.
In this article, we will explain what elevator wire rope specifications mean and why they matter. You will learn how to compare key features, read common codes, and choose the right option for different applications. We will also touch on how experienced manufacturers like Fengying support consistent quality across global elevator projects.

What Specifications Define an Elevator Steel Wire Rope?
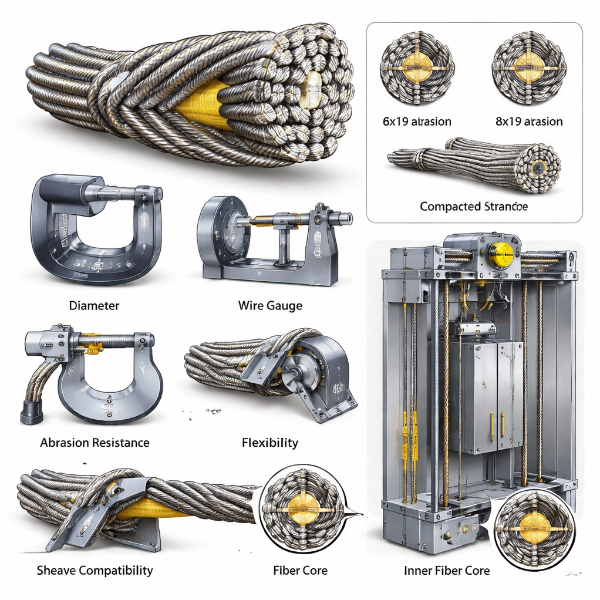
Rope diameter and why common elevator sizes matter
Diameter is one of the most visible and critical specifications of an elevator steel wire rope. Most elevator ropes range from 8 mm to 16 mm, with 10–13 mm commonly used in traction elevators.
A larger diameter generally means higher load capacity and longer wear life. However, it must match the sheave groove size precisely. If the rope is too thick or too thin, it may lead to poor traction or uneven wear.
Diameter also influences bending fatigue. Smaller ropes bend more easily but may wear faster under heavy loads. That’s why selecting the correct diameter is always a balance between strength, flexibility, and system compatibility.
Construction types in elevator steel wire rope
Construction refers to how wires are arranged into strands and how strands form the rope. Common types include:
● 6×19S+FC
● 6×19W+IWRC
● 8×19S+FC
● 8×19W+IWRC
● 6×37+IWRC
These numbers describe structure. For example, 6×19 means six strands, each containing about 19 wires. The letters indicate wire arrangement and core type.
Simpler constructions like 6×19 offer durability. More complex ones like 6×37 provide higher flexibility. The choice depends on elevator speed, bending cycles, and load conditions.
Core type specifications: FC vs IWRC
The core is the central part of the rope. It supports the structure and affects how the rope performs during operation. Different core types influence flexibility, strength, and durability, so choosing the right one is important for matching elevator requirements.
Core Type | Material | Key Features | Best Use Scenario |
Fiber Core (FC) | Natural or synthetic fiber | High flexibility, good lubrication retention, smoother bending | Standard elevators, moderate loads, smoother operation |
Independent Wire Rope Core (IWRC) | Steel | Higher strength, reduced stretch, better support under load | High-rise elevators, heavy-duty systems, demanding conditions |
In general, FC is chosen when flexibility and smooth movement are priorities. IWRC is selected when strength, stability, and load capacity are more critical.
Tensile strength grades and performance expectations
Tensile strength defines how much load the rope can handle before breaking. Elevator ropes typically use high-carbon steel with strength levels between 1570 MPa and 1960 MPa.
Many designs use dual tensile strength. This means inner wires and outer wires have different strength levels. It helps improve durability while reducing wear on traction sheaves.
Higher tensile strength increases load capacity but may reduce flexibility. So, it’s important to match strength to the application instead of simply choosing the highest grade.
Surface finish and lay direction
Surface finish affects corrosion resistance and service life. Two main options exist:
● Bright finish: Standard for indoor environments
● Galvanized finish: Better for humid or corrosive conditions
Lay direction also matters. Most elevator steel wire rope uses right regular lay, which balances wear resistance and traction performance. It ensures stable contact with sheaves and consistent movement.
How to Read Elevator Wire Rope Specification Codes
Breaking down examples like 6×19S+FC
Specification codes may look complex, but they follow a logical pattern. Take 6×19S+FC as an example:
● 6 = number of strands
● 19 = wires per strand
● S = Seale pattern (outer wires larger than inner wires)
● FC = fiber core
By understanding this format, you can quickly identify the rope’s flexibility, strength, and application suitability.
What 8×19 and 6×37 mean for flexibility and ride quality
Different constructions change ride comfort and performance.
Construction | Flexibility | Typical Use |
6×19 | Moderate | Standard elevators |
8×19 | High | Smooth passenger systems |
6×37 | Very high | High-speed or heavy-duty |
More wires create smoother bending. It reduces vibration and improves ride quality. However, it requires proper lubrication to prevent internal wear.
How specification codes guide purchasing and replacement
Reading specification codes correctly helps avoid costly mistakes. Many buyers focus only on diameter, but that’s not enough.
The full code ensures compatibility with:
● Traction systems
● Sheave design
● Load requirements
● Operating conditions
When replacing a rope, matching the original specification is critical. Even small differences can affect performance and lifespan.
Tip: Always verify the full specification code, not just diameter, when sourcing replacement ropes to maintain system stability.
Common Elevator Steel Wire Rope Specifications and Their Best Uses
6×19S+FC and 6×19W+IWRC for general elevator applications
These are among the most widely used configurations. They offer a strong balance between flexibility and durability. They work well in low- to mid-rise elevators where operating conditions are moderate. The FC version provides smooth bending, while the IWRC version adds strength for heavier loads.
This makes them a reliable choice for standard passenger elevators.
8×19S+FC and 8×19W+IWRC for smoother traction
These constructions include more strands, which improves flexibility and traction performance. They are often used in systems where ride comfort is a priority. The rope bends more easily around sheaves, reducing vibration and noise.
This results in smoother starts, stops, and overall operation.
6×37+IWRC for high-speed or heavy-duty elevators
This design uses more wires per strand, making it highly flexible.
It performs well in high-speed elevators or systems with frequent bending cycles. The IWRC core ensures strength while maintaining structural stability. It is commonly selected for demanding environments where performance consistency is essential.
Matching rope specification to elevator type
Different elevator types require different rope specifications:
Elevator Type | Recommended Construction |
Passenger (low-rise) | 6×19S+FC |
Passenger (high-rise) | 8×19 or 6×37+IWRC |
Freight elevators | 6×19W+IWRC |
High-speed systems | 6×37+IWRC |
Selecting the right specification ensures efficient operation and longer service life.
Which Materials and Finishes Are Used in Elevator Steel Wire Rope?
High-carbon steel as the standard material
Most elevator steel wire rope is made from high-carbon steel. It offers excellent strength and fatigue resistance. This material handles repeated bending and tension cycles without losing structural integrity. It also maintains consistent performance under heavy loads.
Because of these properties, it has become the industry standard.
Bright vs galvanized elevator wire rope
The choice between bright and galvanized finishes depends on the environment.
● Bright ropes are ideal for clean, indoor conditions
● Galvanized ropes resist corrosion in humid or exposed environments
Galvanization adds a protective zinc layer, extending service life in challenging conditions.
Fiber, steel, and synthetic-enhanced core options
Modern elevator ropes may include different core materials:
● Fiber cores improve flexibility and lubrication retention
● Steel cores increase strength and reduce elongation
● Synthetic or coated cores enhance durability and reduce internal friction
Manufacturers like Fengying provide a wide range of these options, including coated and galvanized ropes designed for long-term durability and environmental adaptability.
Note: Choosing the right material and core combination can significantly extend rope lifespan and reduce maintenance frequency.
How to Choose the Right Elevator Steel Wire Rope Specification
Based on elevator speed and travel conditions
Speed plays a major role in rope selection. It directly affects how often the rope bends and how much stress it withstand during operation.
● Low-speed elevators can use standard constructions without performance issues
● High-speed systems require flexible, fatigue-resistant designs to handle constant motion
Higher speeds increase bending frequency, so flexibility becomes more important. Choosing the right construction helps maintain smooth operation and reduces long-term wear.
Based on load capacity and traction system design
Load capacity determines how strong the rope needs to be. Heavier loads require stronger ropes or multiple rope systems to share the force evenly.
The rope must also work efficiently with the traction sheave. Proper matching ensures stable grip, reduces slippage, and improves energy efficiency. A well-matched system also minimizes uneven wear and extends service life.
Based on bending cycles and sheave dimensions
Frequent bending over small sheaves increases stress on the rope. This can lead to faster fatigue if the wrong construction is used.
In such cases, flexible constructions like 8×19 or 6×37 are preferred. They reduce internal stress, improve fatigue life, and maintain smoother operation over time.
Based on installation environment
Environmental conditions also affect selection.
● Humid areas need corrosion-resistant ropes
● Industrial settings may require coated or protected ropes
Experienced suppliers such as Fengying, with extensive production experience and global distribution, can help match specifications to real-world conditions.

What Standards Regulate Elevator Wire Rope Specifications?
ISO standards commonly referenced for elevator steel wire rope
Several international standards define elevator rope specifications:
● ISO 4344
● ISO 4101
● ISO 3108
These standards cover materials, testing methods, and performance requirements.
They ensure consistency across manufacturers and applications.
Why standards matter for specification accuracy
Standards play a key role in ensuring that elevator wire ropes perform safely and consistently. They provide clear technical benchmarks that manufacturers must follow, helping users compare products and make reliable choices.
Requirement Area | What It Covers | Why It Matters |
Breaking Force | Minimum load the rope can handle before failure | Ensures the rope can safely carry expected loads |
Material Quality | Type and grade of steel used | Affects strength, durability, and fatigue resistance |
Manufacturing Processes | Production methods and quality control | Guarantees consistency and reduces defects |
By following these standards, elevator steel wire rope products achieve reliable performance, meet safety regulations, and support long-term operation in different environments.
How Specification Knowledge Supports Inspection and Replacement Decisions
Signs that specification compliance should be rechecked during service
Over time, ropes experience wear and fatigue. Regular inspection is essential.
Key signs include:
● Broken wires
● Diameter reduction
● Rust or corrosion
● Poor lubrication
● Abnormal vibration
These indicators suggest that the rope may no longer meet its original specification.
Why replacement rope must match the original specification
Replacing a rope with a different specification can cause serious issues.
It may affect:
● Traction performance
● Load distribution
● System safety
Always match the original diameter, construction, and core type. This ensures consistent operation and avoids unexpected failures.
Conclusion
Elevator steel wire rope specifications are more than basic measurements. They shape how the rope performs under load, how long it serves, and how safely the elevator runs each day. Key factors such as diameter, construction, core type, tensile strength, and material all work together to influence performance and durability. When we understand these elements clearly, we can choose the right rope for each application. This leads to smoother operation, stable traction, and longer service life. Careful selection also reduces maintenance needs and improves overall system reliability.
Jiangsu Fengying New Material Technology Co., Ltd. provides high-strength, wear-resistant elevator steel wire rope solutions designed for global use. Their products offer consistent quality, durable performance, and flexible options that help meet different project requirements while delivering long-term value.
FAQ
Q: What is an elevator steel wire rope specification?
A: It is the set of technical details that defines rope performance. It usually includes diameter, construction, core type, tensile strength, finish, and lay direction.
Q: What diameter is common for elevator steel wire rope?
A: Common sizes often range from 8 mm to 16 mm. Many traction elevators use 10–13 mm because it offers a practical balance of strength, flexibility, and sheave compatibility.
Q: How do I read elevator steel wire rope codes like 6×19S+FC?
A: The code shows rope structure. “6” means six strands, “19” means about 19 wires per strand, and “FC” means fiber core. It helps us judge flexibility and application fit.
Q: Why does core type matter in elevator steel wire rope?
A: Core type affects flexibility and strength. FC gives better bending performance, while IWRC gives higher support and lower stretch in heavy-duty or high-rise systems.
Q: Which elevator steel wire rope construction is best for high-speed elevators?
A: Flexible constructions such as 8×19 or 6×37+IWRC are often better for high-speed systems. They handle repeated bending more smoothly and help improve ride quality.
Q: Why must replacement ropes match the original specification?
A: A mismatch can affect traction, wear, and system balance. The replacement rope should match diameter, construction, and core type to keep operation safe and stable.















